Non-destructive testing, NDT, is a very broad group of structural or material inspections, and as the name implies, these inspections do not destroy the material/structure being examined. NDT plays a critical role in assuring that structural components and systems perform their function in a reliable and cost-effective fashion. Because NDT does not permanently alter the article being inspected, it is a highly valuable technique that can save both money and time in product evaluation, troubleshooting, and research. NDT technicians and engineers define and implement tests that locate and characterize material conditions and flaws that might otherwise cause serious accidents, such as planes crashing, reactors failing, trains derailing, pipelines bursting, and various troubling events.
This concept is extended, known as Non-Destructive Evaluation (NDE) when combined with an assessment of the significance of any defects found. However, they are both terms often used interchangeably. Some testing methods must be conducted in a laboratory setting, and others may be adapted for use in the field. Several commonly employed NDT techniques and their characteristics are described below.
Liquid Penetrant Testing
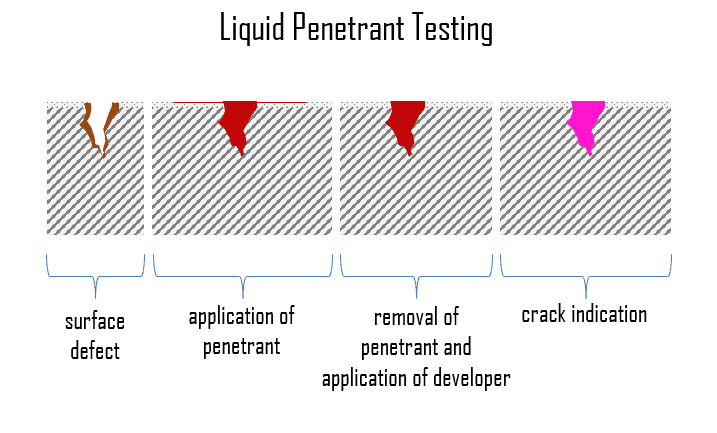 Liquid penetrant inspection (LPI), also called dye penetrant inspection (DP), is a widely applied NDT method that is used to check surface-breaking defects in all non-porous materials (metals, plastics, or ceramics). It is probably one of the most widely used NDT techniques. Test and pre-cleaned objects are coated with visible or fluorescent dye solution. After 5 to 30 minutes, depending on the material inspected, excess penetrant is removed from the surface, and a developer in liquid or powder form is applied. The developer acts as a blotter, drawing trapped penetrant out of imperfections open to the surface. This developer absorbs penetrant drawn from discontinuities and reveals a vivid color contrast between the penetrant and developer (usually red on white). With fluorescent dyes, ultraviolet light makes the bleed-out fluoresce brightly, thus allowing imperfections to be readily seen.
Liquid penetrant inspection (LPI), also called dye penetrant inspection (DP), is a widely applied NDT method that is used to check surface-breaking defects in all non-porous materials (metals, plastics, or ceramics). It is probably one of the most widely used NDT techniques. Test and pre-cleaned objects are coated with visible or fluorescent dye solution. After 5 to 30 minutes, depending on the material inspected, excess penetrant is removed from the surface, and a developer in liquid or powder form is applied. The developer acts as a blotter, drawing trapped penetrant out of imperfections open to the surface. This developer absorbs penetrant drawn from discontinuities and reveals a vivid color contrast between the penetrant and developer (usually red on white). With fluorescent dyes, ultraviolet light makes the bleed-out fluoresce brightly, thus allowing imperfections to be readily seen.
LPI detects casting, forging, and welding surface defects such as hairline cracks, surface porosity, leaks in new products, and fatigue cracks on in-service components.