Non-destructive testing, NDT, is a very broad group of structural or material inspections, and as the name implies, these inspections do not destroy the material/structure being examined. NDT plays a critical role in assuring that structural components and systems perform their function in a reliable and cost-effective fashion. Because NDT does not permanently alter the article being inspected, it is a highly valuable technique that can save both money and time in product evaluation, troubleshooting, and research. NDT technicians and engineers define and implement tests that locate and characterize material conditions and flaws that might otherwise cause serious accidents, such as planes crashing, reactors failing, trains derailing, pipelines bursting, and various troubling events.
This concept is extended and known as Non-Destructive Evaluation (NDE) when combined with assessing the significance of any defects found. However, they are both terms often used interchangeably. Some testing methods must be conducted in a laboratory setting, and others may be adapted for use in the field. Several commonly employed NDT techniques and their characteristics are described below.
Ultrasonic Testing
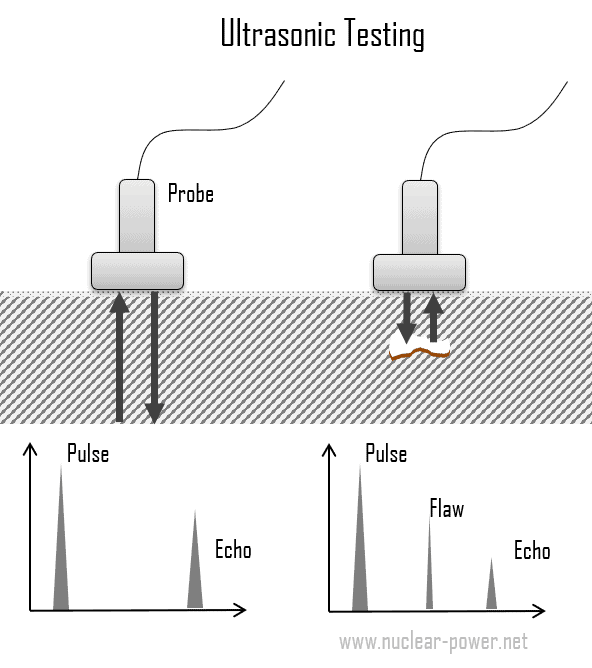 Ultrasonic testing is a broad group of NDT techniques based on the propagation of ultrasonic waves in the object or material tested. The most commonly used ultrasonic testing technique is pulse echo, wherein high-frequency sound wave beams (normally ranging from 1-5 MHz) are introduced into a test object, and reflections (echoes) are returned to a receiver from internal imperfections or the part’s geometrical surfaces.
Ultrasonic testing is a broad group of NDT techniques based on the propagation of ultrasonic waves in the object or material tested. The most commonly used ultrasonic testing technique is pulse echo, wherein high-frequency sound wave beams (normally ranging from 1-5 MHz) are introduced into a test object, and reflections (echoes) are returned to a receiver from internal imperfections or the part’s geometrical surfaces.
The basic method of ultrasonic testing is transforming a voltage pulse into an ultrasonic pulse using a transducer. Transducers used for traditional UT consist of a piezoelectric crystal enclosed within a plastic or stainless steel housing. The piezoelectric crystals expand when electrically charged, thus generating an acoustic wave. The signal travels through the object concerning its geometry and existing defects and then is either transmitted to another transducer or reflected in the original transducer. Defects are detected if they produce a change in the acoustic impedance in the path of the ultrasonic beam. An open crack filled with air has very low acoustic impedance, reflecting virtually all the acoustic energy incident on it. Hence, the sound waves travel through the material and are reflected from cracks or flaws. Defects and flaws affect its way, and a small portion of the pulse will be sent back to the transducer/receiver before it hits the end of the object.
Since the speed of sound in the parent material is known, the reflected sound energy is then displayed versus time and analyzed to define the presence and location of flaws or discontinuities.
Advantages and Disadvantages of Ultrasonic Testing
The advantages and disadvantages of the ultrasonic testing method are as follows:
Advantages:
- UT is flexible, portable, and has high penetration depth.
- High sensitivity, permitting the detection of extremely small flaws.
- It is applicable in a wide range of industries.
- Some capability of estimating defects’ size, orientation, shape, and nature.
- Unlike radiographic testing, there is no health or environmental risk involved.
Disadvantages:
- It requires highly-trained operators and requires careful attention from experienced technicians.
- Unable or not efficient in detecting planar defects that are in parallel with the direction of sound wave
- Parts that are rough, irregular in shape, very small or thin, or not homogeneous are difficult to inspect.
- It can be very expensive.