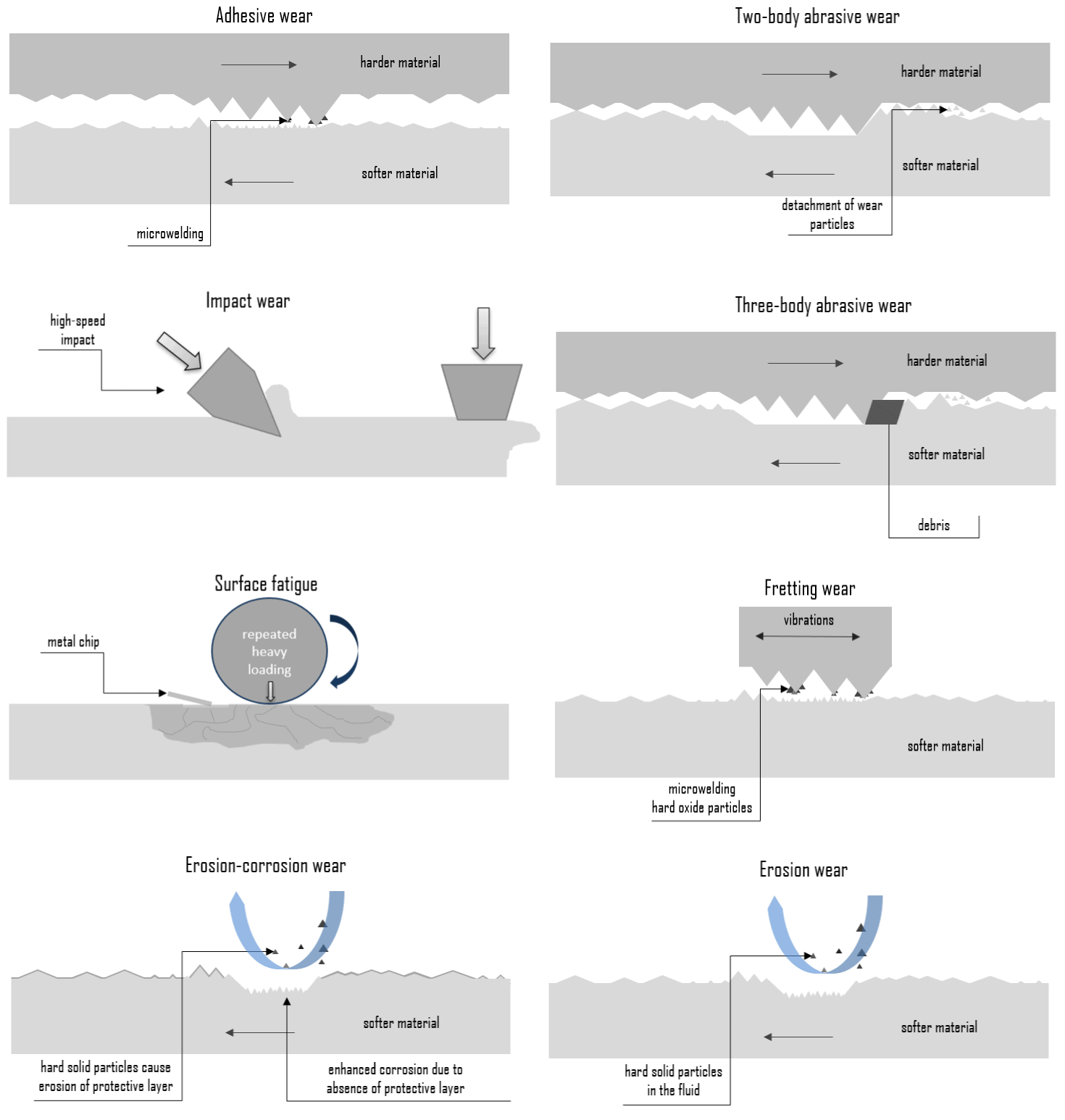
 In general, wear is mechanically induced surface damage that results in the progressive removal of material due to relative motion between that surface and a contacting substance or substances. A contacting substance may consist of another surface, a fluid, or hard, abrasive particles contained in some form of fluid or suspension, such as a lubricant. As is with friction, the presence of wear can be either good or bad. Productive, controlled wear can be found in processes like machining, cutting, grinding, and polishing. However, in most technological applications, the occurrence of wear is highly undesirable, and it is an enormously expensive problem since it leads to the deterioration or failure of components. In terms of safety, it is often not as serious (or as sudden) as a fracture, and this is because the wear is usually anticipated.
In general, wear is mechanically induced surface damage that results in the progressive removal of material due to relative motion between that surface and a contacting substance or substances. A contacting substance may consist of another surface, a fluid, or hard, abrasive particles contained in some form of fluid or suspension, such as a lubricant. As is with friction, the presence of wear can be either good or bad. Productive, controlled wear can be found in processes like machining, cutting, grinding, and polishing. However, in most technological applications, the occurrence of wear is highly undesirable, and it is an enormously expensive problem since it leads to the deterioration or failure of components. In terms of safety, it is often not as serious (or as sudden) as a fracture, and this is because the wear is usually anticipated.
Certain material characteristics such as hardness, carbide type, and volume percent can have a decided impact on the wear resistance of a material in a given application. Wear, like corrosion, has multiple types and subtypes that are predictable to some extent and are rather difficult to test and evaluate in the lab or service reliably.
Fretting Wear
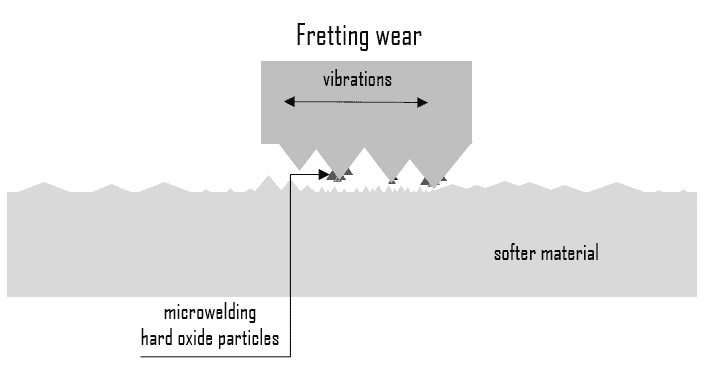 Fretting wear is a special wear process that occurs at the contact area between two materials under load. It is subject to a minute relative motion by vibration or other force. Fretting wear is similar to adhesive wear in that micro welding occurs on mating surfaces. In adhesive wear, however, facing metals slide across each other, while in fretting wear, metal-to-metal interfaces are essentially stationary. The amplitude of the relative sliding motion is often in the order from micrometers to millimeters. Because fretting wear is essentially a stationary phenomenon, debris is retained at or near the locations where it was formed originally. This debris usually consists of oxides of the metals in contact. Because the oxidized debris is usually much harder than the surfaces from which it came, it often acts as an abrasive agent that increases the rate of fretting. Fretting wear typically occurs in bearings, although most bearings have their surfaces hardened to resist the problem.
Fretting wear is a special wear process that occurs at the contact area between two materials under load. It is subject to a minute relative motion by vibration or other force. Fretting wear is similar to adhesive wear in that micro welding occurs on mating surfaces. In adhesive wear, however, facing metals slide across each other, while in fretting wear, metal-to-metal interfaces are essentially stationary. The amplitude of the relative sliding motion is often in the order from micrometers to millimeters. Because fretting wear is essentially a stationary phenomenon, debris is retained at or near the locations where it was formed originally. This debris usually consists of oxides of the metals in contact. Because the oxidized debris is usually much harder than the surfaces from which it came, it often acts as an abrasive agent that increases the rate of fretting. Fretting wear typically occurs in bearings, although most bearings have their surfaces hardened to resist the problem.
Fretting mitigation is based on the following measures:
- Reduce or eliminate vibration. The fundamental way to prevent fretting is to design for no relative motion of the surfaces at the contact
- Use of an elastomeric material to prevent metal-to-metal contact.
- Lubrication. The problem is that liquid lubricant cannot flow through the interface because the joint is essentially stationary.
Debris Fretting – Grid-to-rod Fretting
In nuclear power plants, fuel cladding is the outer layer of the fuel rods, standing between the reactor coolant and the nuclear fuel (i.e., fuel pellets). It is made of corrosion-resistant material with a low absorption cross section for thermal neutrons (~ 0.18 × 10–24 cm2), usually zirconium alloy. Cladding prevents radioactive fission products from escaping the fuel matrix into the reactor coolant and contaminating it. In the early dates of PWR and BWR operations, fretting was one of the main failure mechanisms of this fuel cladding. It typically has two variants.
- Debris fretting. Debris fretting can be caused by any debris (foreign material – usually metallic) that can enter the fuel bundle and potentially become lodged between the spacer grid and a fuel rod. Fretting wear of fuel cladding can result in cladding penetration.
- Grid-to-rod fretting. Grid-to-rod fretting arises from the vibration of the fuel element generated by the high coolant velocity through the spacing grid. Spacing grids are welded onto the guide tubes and ensured using springs and dimples, fuel rod support, and spacing. High coolant velocity can cause the rod to rub against the part of the spacer grid that holds it. This type of cladding wear can be minimized by properly designing the spacing grid. Baffle-jetting is usually grouped under grid-to-rod fretting.
See also: IAEA, Review of fuel failures in water-cooled reactors. No. NF-T-2.1. ISBN 978–92–0–102610–1, Vienna, 2010.
Surface Hardness and Wear Resistance
Hardness is important from an engineering standpoint because resistance to wear by either friction or erosion by steam, oil, and water generally increases with hardness. If the hardness of the material is higher than that of the abrasive material, less wear rate will occur.
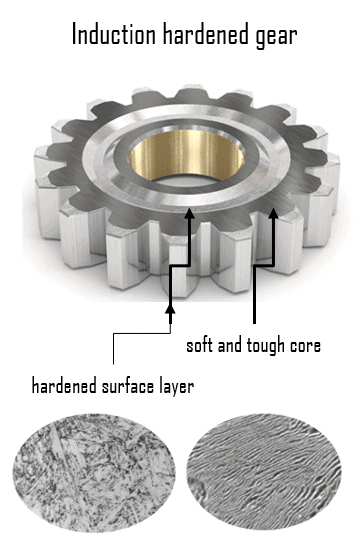
Case hardening or surface hardening is the process in which the hardness of an object’s surface (case) is enhanced while the inner core of the object remains elastic and tough. After this process enhances surface hardness, wear resistance, and fatigue life. This is accomplished by several processes, such as a carburizing or nitriding process by which a component is exposed to a carbonaceous or nitrogenous atmosphere at elevated temperatures. As was written, two main material characteristics are influenced:
- Hardness and wear resistance is significantly enhanced. In materials science, hardness is the ability to withstand surface indentation (localized plastic deformation) and scratching. Hardness is probably the most poorly defined material property because it may indicate resistance to scratching, abrasion, an indentation, or even resistance to shaping or localized plastic deformation. Hardness is important from an engineering standpoint because resistance to wear by either friction or erosion by steam, oil, and water generally increases with hardness.
- Toughness is not negatively influenced, and toughness is the ability of a material to absorb energy and plastically deform without fracturing. One definition of toughness (for high-strain rate, fracture toughness) is that it is a property that is indicative of a material’s resistance to fracture when a crack (or other stress-concentrating defects) is present.
The case-hardening process involves infusing additional carbon or nitrogen into the surface layer for iron or steel with low carbon content, which has poor to no hardenability. Case hardening is useful in parts such as a cam or ring gear that must have a very hard surface to resist wear and a tough interior to resist the impact that occurs during operation. Further, the surface hardening of steel has an advantage over hardening (that is, hardening the metal uniformly throughout the piece) because less expensive low-carbon and medium-carbon steels can be surface hardened without the problems of distortion and cracking associated with the through hardening of thick sections. An atomic diffusion from the gaseous phase introduces a carbon- or nitrogen-rich outer surface layer (or case). The case is normally 1 mm deep and harder than the material’s inner core.
Typical Wear-resistant Materials
In general, wear is mechanically induced surface damage that results in the progressive removal of material due to relative motion between that surface and a contacting substance or substances. Therefore, there is perfect wear-resistant material; in every case, it depends strongly on many variables (e.g., materials combination, contact pressure, environment, temperature). The hardness of the material is correlated to the wear resistance of the material. If the hardness of the material is less than that of the hardness of the abrasive material, then the wear rate is high. The hardness of material plays a major role in wear resistance. Some materials exhibit special wear characteristics:
- Ni3Al – Alloy. Nickel aluminide is an intermetallic alloy of nickel and aluminium with properties similar to ceramic and metal. Nickel aluminide is unique because it has very high thermal conductivity combined with high strength at high temperatures. These properties, combined with its high strength and low density, make it ideal for special applications like coating blades in gas turbines and jet engines. Composite materials with Ni3Al-based alloys as a matrix hardened by, e.g., TiC, ZrO2, WC, SiC, and graphene, are advanced materials. In 2005, the most abrasion-resistant material was reportedly created by embedding diamonds in a matrix of nickel aluminide.
- Tungsten Carbide. Impact wear is of the highest importance in mining and mineral processing. Mining and mineral processing demand wear-resistant machines and components because the energies and masses of interacting bodies are significant. For this purpose, materials with the highest wear resistance must be used. For example, tungsten carbide is used extensively in mining in top hammer rock drill bits, downhole hammers, roller-cutters, long wall plow chisels, long wall shearer picks, raise-boring reamers, and tunnel boring machines.
- Silicon Carbide. Silicon carbide is an exceedingly hard, synthetically produced crystalline compound of silicon and carbon, and its chemical formula is SiC. Silicon carbide has a Mohs hardness rating of 9, approaching that of a diamond. In addition to hardness, silicon carbide crystals have fracture characteristics that make them extremely useful in grinding wheels. Its high thermal conductivity, high-temperature strength, low thermal expansion, and resistance to a chemical reaction make silicon carbide valuable in the manufacture of high-temperature applications and other refractories.
- Coated Alloys. Case hardening by surface treatment can be classified further as diffusion treatments or localized heating treatments. Diffusion methods introduce alloying elements that enter the surface by diffusion as solid-solution or hardenability agents that assist martensite formation during subsequent quenching. The alloying element concentration is increased at a steel component’s surface during this process. Diffusion methods include:
- Carburizing is a case hardening process in which the surface carbon concentration of a ferrous alloy (usually low-carbon steel) is increased by diffusion from the surrounding environment. Carburizing produces hard, highly wear-resistant surface (medium case depths) of product with an excellent capacity for contact load, good bending fatigue strength, and good resistance to seizure.
- Nitriding is a case hardening process in which the surface nitrogen concentration of a ferrous is increased by diffusion from the surrounding environment to create a case-hardened surface. Nitriding produces hard, highly wear-resistant surface (shallow case depths) of product with a fair capacity for contact load, good bending fatigue strength, and excellent resistance to seizure.
- Boriding, also called boronizing, is a thermochemical diffusion process similar to nitrocarburizing in which boron atoms diffuse into the substrate to produce hard and wear-resistant surface layers. The process requires a high treatment temperature (1073-1323 K) and long duration (1-12 h) and can be applied to a wide range of materials such as steels, cast iron, cermets, and non-ferrous alloys.
- Titanium-carbon and Titanium-nitride Hardening. Titanium nitride (an extremely hard ceramic material) or titanium carbide coatings can be used in the tools made of this kind of steel through a physical vapor deposition process to improve the performance and life span of the tool. TiN has a Vickers hardness of 1800–2100 and a metallic gold color.
 Case Hardened Steels. Case hardening based on martensitic transformation is usually performed to enhance the wear resistance of steels. Martensitic transformation hardening is one of the most common hardening methods, primarily used for steels (i.e., carbon steels and stainless steels).
Case Hardened Steels. Case hardening based on martensitic transformation is usually performed to enhance the wear resistance of steels. Martensitic transformation hardening is one of the most common hardening methods, primarily used for steels (i.e., carbon steels and stainless steels).- Flame hardening. Flame hardening is a surface hardening technique that uses a single torch with a specially designed head to provide a very rapid means of heating the metal, which is then cooled rapidly, generally using water. This creates a “case” of martensite on the surface, while the inner core of the object remains elastic and tough. It is a similar technique to induction hardening. The carbon content of 0.3–0.6 wt% C is needed for this type of hardening.
- Induction hardening. Induction hardening is a surface hardening technique that uses induction coils to provide a very rapid means of heating the metal, which is then cooled rapidly, generally using water. This creates a “case” of martensite on the surface. The carbon content of 0.3–0.6 wt% C is needed for this type of hardening.
- Laser hardening. Laser hardening is a surface hardening technique that uses a laser beam to provide a very rapid means of heating the metal, which is then cooled rapidly (generally by self-quenching). This creates a “case” of martensite on the surface, while the inner core of the object remains elastic and tough.
Some common materials:
-
Nibral Propeller (nickel aluminium bronze) Source: generalpropeller.com Ductile cast iron. Ductile iron, also known as nodular iron or spheroidal graphite iron, is very similar to gray iron in composition, but during solidification, the graphite nucleates as spherical particles (nodules) in ductile iron rather than as flakes. Typical applications for this material include valves, pump bodies, crankshafts, gears, and other automotive and machine components because of its good machinability, fatigue strength, and higher modulus of elasticity (compared to gray iron), and in heavy-duty gears because of its high yield strength and wear resistance.
- Aluminium Bronze. The aluminium bronzes are a family of copper-based alloys that combine mechanical and chemical properties unmatched by any other alloy series. They contain about 5 to 12% of aluminium. Aluminium bronze has been recognized for various applications requiring resistance to mechanical wear. Its wear resistance is based on the transfer from the softer metal (aluminium bronze) to the harder metal (steel), forming a thin layer of softer metal on the harder metal.