 In general, wear is mechanically induced surface damage that results in the progressive removal of material due to relative motion between that surface and a contacting substance or substances. A contacting substance may consist of another surface, a fluid, or hard, abrasive particles contained in some form of fluid or suspension, such as a lubricant. As is with friction, the presence of wear can be either good or bad. Productive, controlled wear can be found in processes like machining, cutting, grinding, and polishing. However, in most technological applications, the occurrence of wear is highly undesirable, and it is an enormously expensive problem since it leads to the deterioration or failure of components. In terms of safety, it is often not as serious (or as sudden) as a fracture, and this is because the wear is usually anticipated.
In general, wear is mechanically induced surface damage that results in the progressive removal of material due to relative motion between that surface and a contacting substance or substances. A contacting substance may consist of another surface, a fluid, or hard, abrasive particles contained in some form of fluid or suspension, such as a lubricant. As is with friction, the presence of wear can be either good or bad. Productive, controlled wear can be found in processes like machining, cutting, grinding, and polishing. However, in most technological applications, the occurrence of wear is highly undesirable, and it is an enormously expensive problem since it leads to the deterioration or failure of components. In terms of safety, it is often not as serious (or as sudden) as a fracture, and this is because the wear is usually anticipated.
Certain material characteristics such as hardness, carbide type, and volume percent can have a decided impact on the wear resistance of a material in a given application. Wear, like corrosion, has multiple types and subtypes that are predictable to some extent and are rather difficult to test and evaluate in the lab or service reliably.
Wear Types
Wear is commonly classified according to so-called wear types, which occur in isolation or complex interaction. Wear mechanisms and/or sub-mechanisms frequently overlap and occur synergistically, producing a greater rate of wear than the sum of the individual wear mechanisms. The most common wear types are:
Other, less common types of wear are:
Abrasive Wear
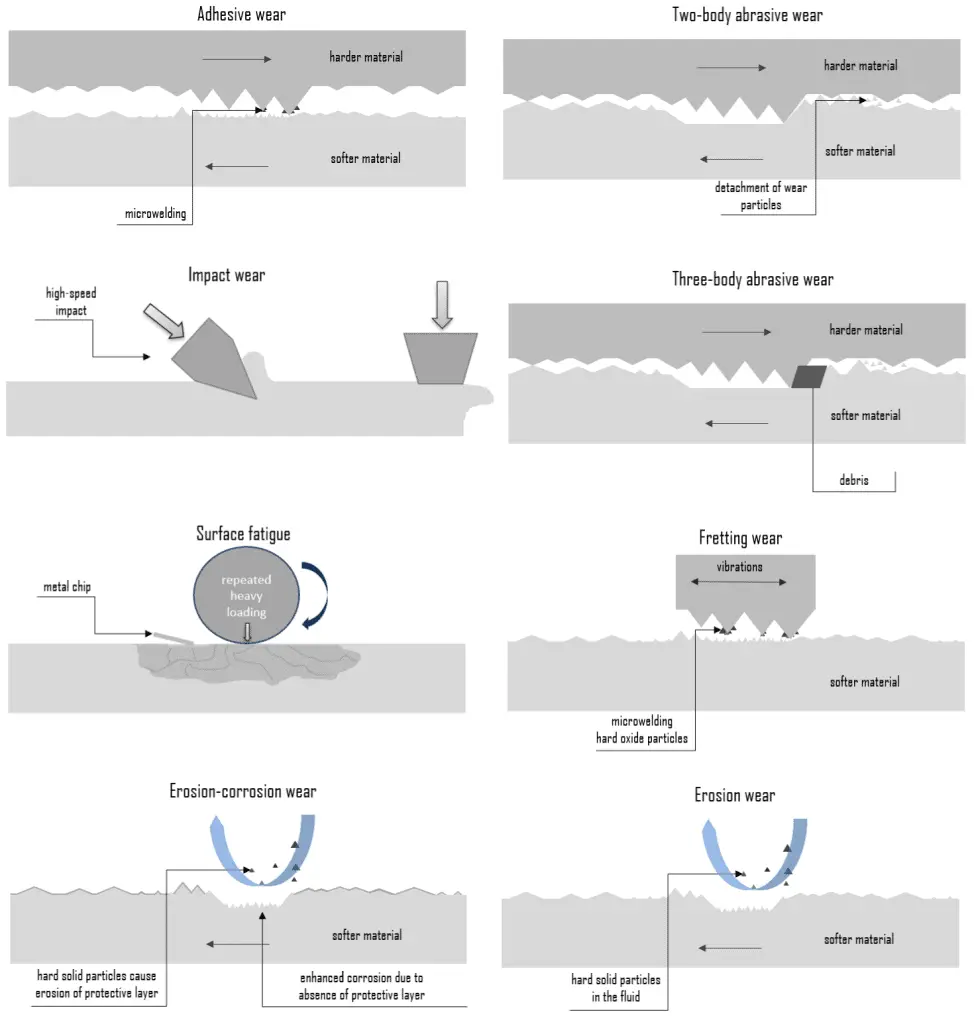
Abrasive wear is defined as the loss of material due to hard particles or hard protuberances that are forced against and move along a solid surface. It occurs when a hard rough surface slides across a softer surface. This mechanism is sometimes referred to as grinding wear. The harder material may be one of the rubbing surfaces or hard particles that have found their way between the mating surfaces. These may be ‘foreign’ particles or particles resulting from adhesive or delamination wear. Abrasion mainly involves microscale cutting and plowing processes. How an asperity slides over a surface determines the nature and intensity of abrasive wear. There are two basic modes of abrasive wear:
- Two-body abrasive wear. Two-body wear occurs when the grits or hard particles remove material from the opposite surface. The common analogy is that material is removed or displaced by a cutting or plowing operation.
- Three-body abrasive wear. Three-body wear occurs when the particles are not constrained and are free to roll and slide down a surface. The contact environment determines whether the wear is classified as open or closed. An open contact environment occurs when the surfaces are sufficiently displaced to be independent of one another.
There are many different strategies for mitigating abrasive wear, but the general rule for materials selection is that the harder, the better. Materials containing a relatively large percentage of hard, wear-resistant alloy carbides, such as selected tool steels and high-speed steels.
Adhesive Wear
Adhesive wear originated through bonding asperities or microscopic high points (surface roughness) between two sliding materials. When a peak from one surface comes into contact with a peak from the other surface, instantaneous micro-welding may take place due to the heat generated by the resulting friction. This results in detachment or material transfer from one surface to the other. For adhesive wear to occur, the surfaces must be in intimate contact. This may cause unwanted displacement and attachment of wear debris and material compounds from one surface to another. Adhesive wear can lead to an increase in roughness and the creation of protrusions (i.e., lumps) above the original surface. Surfaces held apart by lubricating films, oxide films, etc., reduce the tendency for adhesion to occur. In some engineering applications, surfaces slide in the air without lubricant, and the resulting wear is termed dry sliding.
Adhesive wear depends on the materials involved, the degree of lubrication provided, and the environment. Adequate lubrication allows smooth, continuous operation of machine elements, reduces wear rate, and prevents excessive stresses or seizures at bearings. When lubrication breaks down, components can rub destructively against each other, causing heat, local welding, destructive damage, and failure. For instance, austenitic stainless steels (e.g., AISI 304) sliding against themselves are very likely to transfer material and gall, resulting in severe surface damage. Other materials prone to adhesive wear include titanium, nickel, and zirconium. On the other hand, aluminium bronze has found increasing recognition for a wide variety of applications requiring resistance to mechanical wear. Its wear resistance is based on the transfer from the softer metal (aluminium bronze) to the harder metal (steel), forming a thin layer of softer metal on the harder metal.
For example, the main function of motor oil is to reduce friction and wear on moving parts (to reduce adhesive wear) and to clean the engine from sludge, while a filter is designed to remove contaminants and abrasive particles from engine oil.
Erosion Wear
Erosion wear is a process of progressive material removal from a target surface due to repeated impacts of solid particles. The particles suspended in the flow of solid-liquid mixture erode the wetted passes limiting the service life of the equipment used for the slurry transportation system. Each particle cuts or fractures a tiny amount of material (known as wear chips) from the surface. If this is repeated over a long period, a significant amount of material loss can result.
Erosive wear is common in pumps, impellers, fans, steam lines, and nozzles inside sharp bends in tubes and pipes. Therefore, it is a widely encountered mechanism in industry and power engineering. Due to the nature of the conveying process, piping systems are prone to wear when abrasive particles have to be transported.
Erosion wear is caused by the kinetic energy transferred to the target surface by impinging solid particles. The rate of erosive wear is dependent upon many factors. The material characteristics of the particles, such as their shape, hardness, impact velocity, and impingement angle, are primary factors, along with the properties of the surface being eroded. A material loss of target material is higher for the higher kinetic energy of an impinging particle. So impact velocity largely affects the erosion wear of target material. The impingement angle is one of the most important factors and is widely recognized in the literature. Sharp curves or bends tend to produce more erosion than gentle curves.
Erosion wear can be classified into three categories:
- Solid particle erosion. Solid particle erosion is the loss of material volume from a target material due to continuous impingement of solid particles present in the flowing fluid.
- Liquid impact erosion. The continuous striking of liquid jet on the material surface causes liquid impact erosion.
- Cavitations erosion. The vapor or gas in a liquid forms cavities or bubbles that cause wear.
In general, erosive wear resistance may be improved by increasing the hardness of the surface, by proper materials, and by proper design of the product. Some specific steps that can be taken to change flow conditions include: reducing fluid velocity, eliminating turbulence at misalignments, and avoiding sharp bends.
Erosion – Corrosion
Erosion can also occur in combination with other forms of degradation, such as corrosion. This is referred to as erosion-corrosion. Erosion corrosion is a material degradation process due to the combined effect of corrosion and wear. Nearly all flowing or turbulent corrosive media can cause erosion corrosion. The mechanism can be described as follows:
- mechanical erosion of the material, or protective (or passive) oxide layer on its surface,
- enhanced corrosion of the material if the corrosion rate of the material depends on the thickness of the oxide layer.
Wear is a mechanical material degradation process occurring on rubbing or impacting surfaces, while corrosion involves chemical or electrochemical reactions of the material. Corrosion may accelerate wear, and wear may accelerate corrosion.
Fretting Wear
Fretting wear is a special wear process that occurs at the contact area between two materials under load. It is subject to a minute relative motion by vibration or other force. Fretting wear is similar to adhesive wear in that micro-welding occurs on mating surfaces. In adhesive wear, however, facing metals slide across each other, while in fretting wear, metal-to-metal interfaces are essentially stationary. The amplitude of the relative sliding motion is often in the order from micrometers to millimeters. Because fretting wear is essentially a stationary phenomenon, debris is retained at or near the locations where it was formed originally. This debris usually consists of oxides of the metals in contact. Because the oxidized debris is usually much harder than the surfaces from which it came, it often acts as an abrasive agent that increases the rate of fretting. Fretting wear typically occurs in bearings, although most bearings have their surfaces hardened to resist the problem.
Fretting mitigation is based on the following measures:
- Reduce or eliminate vibration. The fundamental way to prevent fretting is to design for no relative motion of the surfaces at the contact
- Use of an elastomeric material to prevent metal-to-metal contact.
- Lubrication. The problem is that liquid lubricant cannot flow through the interface because the joint is essentially stationary.
Debris Fretting – Grid-to-rod Fretting
In nuclear power plants, fuel cladding is the outer layer of the fuel rods, standing between the reactor coolant and the nuclear fuel (i.e., fuel pellets). It is made of corrosion-resistant material with a low absorption cross section for thermal neutrons (~ 0.18 × 10–24 cm2), usually zirconium alloy. Cladding prevents radioactive fission products from escaping the fuel matrix into the reactor coolant and contaminating it. In the early dates of PWR and BWR operations, fretting was one of the main failure mechanisms of this fuel cladding. It typically has two variants.
- Debris fretting. Debris fretting can be caused by any debris (foreign material – usually metallic) that can enter the fuel bundle and potentially become lodged between the spacer grid and a fuel rod. Fretting wear of fuel cladding can result in cladding penetration.
- Grid-to-rod fretting. Grid-to-rod fretting arises from the vibration of the fuel element generated by the high coolant velocity through the spacing grid. Spacing grids are welded onto the guide tubes and ensured using springs and dimples, fuel rod support, and spacing. High coolant velocity can cause the rod to rub against the part of the spacer grid that holds it. This type of cladding wear can be minimized by proper design of the spacing grid. Baffle-jetting is usually grouped under grid-to-rod fretting.
See also: IAEA, Review of fuel failures in water-cooled reactors. No. NF-T-2.1. ISBN 978–92–0–102610–1, Vienna, 2010.
Surface Fatigue – Fatigue Wear
In materials science, fatigue is the weakening of a material caused by cyclic loading, resulting in progressive, brittle, and localized structural damage. Surface fatigue, or fatigue wear, is the cracking and subsequent pitting of surfaces subjected to alternating stresses during rolling contact or the stresses from combined rolling and sliding. Fatigue wear is produced when the wear particles are detached by cyclic crack growth of microcracks on the surface. These microcracks are either superficial cracks or subsurface cracks. The repeated loading and unloading cycles to which the materials are exposed may induce the formation of subsurface or surface cracks, which eventually, after a critical number of cycles, will result in the breakup of the surface with the formation of large fragments, leaving large pits in the surface. Once a crack has been initiated, each loading cycle will grow the crack a small amount, even when repeated alternating or cyclic stresses are of an intensity considerably below the normal strength. The stresses could be due to vibration or thermal cycling. Subsurface and surface fatigues are observed during repeated rolling and sliding, respectively.
Corrosive and oxidation wear
Corrosive wear is a material degradation process due to the combined effect of corrosion and wear. It is defined as the wear process in which sliding occurs in a corrosive environment. In the absence of sliding, the products of the corrosion (e.g., oxides) would form a film typically less than a micrometer thick on the surfaces, which would tend to slow down or even eliminate the corrosion, but the sliding action wears the film away so that further corrosion can continue. Oxidation wear is one of the most common forms of corrosive wear because an oxygen-rich environment is a typical environment in which this wear process occurs. Corrosive wear requires both corrosion and rubbing. Chemical corrosion occurs in highly corrosive environments and high temperature and high humidity environments.
Erosion – Corrosion
Erosion can also occur in combination with other forms of degradation, such as corrosion. This is referred to as erosion-corrosion. Erosion corrosion is a material degradation process due to the combined effect of corrosion and wear. Nearly all flowing or turbulent corrosive media can cause erosion corrosion. The mechanism can be described as follows:
- mechanical erosion of the material, or protective (or passive) oxide layer on its surface,
- enhanced corrosion of the material if the corrosion rate of the material depends on the thickness of the oxide layer.
Wear is a mechanical material degradation process occurring on rubbing or impacting surfaces, while corrosion involves chemical or electrochemical reactions of the material. Corrosion may accelerate wear, and wear may accelerate corrosion.
Impact Wear
Impact wear is defined as the wear of a solid surface due to percussion, which is repetitive exposure to dynamic contact by another solid body. Impact wear is of the highest importance in mining and mineral processing. Mining and mineral processing demand wear-resistant machines and components because the energies and masses of interacting bodies are significant. For this purpose, materials with the highest wear resistance must be used. For example, tungsten carbide is used extensively in mining in top hammer rock drill bits, downhole hammers, roller-cutters, long wall plow chisels, long wall shearer picks, raise-boring reamers, and tunnel boring machines.
For metal impact pairs, the behavior of impact wear involves elastic and plastic deformation when impact loading or impact energy is high and/or fatigue is accompanied by wear debris release due to crack formation. In general, impact wear of metals depends on deformed layers’ formation, particularly when wear by fatigue or crack formation is predominant. In such cases, subsurface cracks extend parallel to the surface, similar to delamination wear. The sufficient hardness of the impacted component is necessary to prevent rapid wear or extrusion of material from the contact by plastic deformation. In most situations, this condition can be fulfilled by assuring an adequate hardness, and then wear is controlled by other material characteristics.
Cavitation wear
Cavitation wear is a process of progressive degradation of a material due to repeated nucleation, growth, and violent collapse of cavities in a liquid flowing near the material. Cavitation fatigue is a specific type of damage mechanism caused by repeated vibration and movement due to contact with flowing liquids, with water being the most common fluid. Cavitation is, in many cases, an undesirable occurrence. In centrifugal pumps, cavitation causes damage to components (erosion of the material), vibrations, noise, and a loss of efficiency.

https://commons.wikimedia.org/wiki/File:Turbine_Francis_Worn.JPG
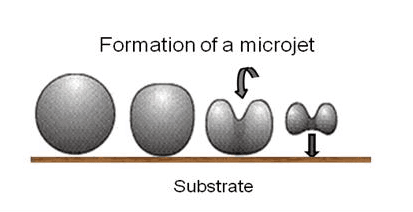
Perhaps the most important engineering problem caused by cavitation is the material damage that cavitation bubbles can cause when they collapse in the vicinity of a solid surface. Cavitation bubble collapse is a violent process that generates highly localized shock waves and microjets. They force energetic liquid into very small volumes, thereby creating spots of high temperature, and these intense disturbances generate highly localized, transient surface stresses to a solid surface. Signs of erosion will appear as pitting due to the water hammering action of the collapsing vapor bubbles. It has been found that cavitation damage rates increase rapidly with the increase in the volume flow rate.
Softer materials can be damaged even by the short-term occurrence of cavitation, and individual pits can be observed after a single bubble collapse. Therefore harder materials are used for centrifugal pumps. But with the harder materials used in most applications, the cyclic stress due to repeated collapses can cause local surface fatigue failure. Thus cavitation damage to metals usually has the appearance of fatigue failure.
 When the cavitation bubbles collapse, they force energetic liquid into very small volumes, thereby creating spots of high temperature and emitting shock waves, the latter of which are a source of the noise. Although the collapse of a small cavity is a relatively low-energy event, highly localized collapses can erode metals, such as steel, over time. The pitting caused by the collapse of cavities produces great to wear on components and can dramatically shorten a propeller or pump’s lifetime.
When the cavitation bubbles collapse, they force energetic liquid into very small volumes, thereby creating spots of high temperature and emitting shock waves, the latter of which are a source of the noise. Although the collapse of a small cavity is a relatively low-energy event, highly localized collapses can erode metals, such as steel, over time. The pitting caused by the collapse of cavities produces great to wear on components and can dramatically shorten a propeller or pump’s lifetime.
Cavitation is usually accompanied also by:
- Noise. Typical noise is caused by collapsing cavities, and the level of noise that results from cavitation is a measure of the severity of the cavitation.
- Vibration. Pump vibrations due to cavitation are characteristically low-frequency vibrations, usually found in the 0 to 10 Hz range.
- Reduction in pump efficiency. A decrease in the pump’s efficiency is a more reliable sign of cavitation occurring.
Prevention of Cavitation
Pits can vary from very small to very large, or even they can completely penetrate the thickness of metal. Damage to the structure can be catastrophic, and losses in functional efficiency can be substantial. Methods of dealing with this problem include:
- Increasing the hardness and strength of the metal. However, this may only delay the problem rather than prevent it.
- Increasing the stiffness of the part. This should reduce its amplitude of vibration, thereby increasing its natural vibration frequency. It may be possible to increase wall thickness or add stiffening ribs to change vibration characteristics.
- Increasing the smoothness of the surface. Cavities tend to cluster in certain low-pressure areas, and dispersing the cavities may eliminate surface peaks and valleys.
Diffusive wear
Diffusion or dissolution wear refers to the damage, erosion, or degradation of materials on a metal’s surface due to increased surface temperatures. When two materials are in contact with each other, atoms from one material could diffuse into the other, causing diffusion or dissolution wear. Diffusive wear is primarily due to the heat produced by adhesion when two rough surfaces move across each other, typically when one metal is sliding across the other.