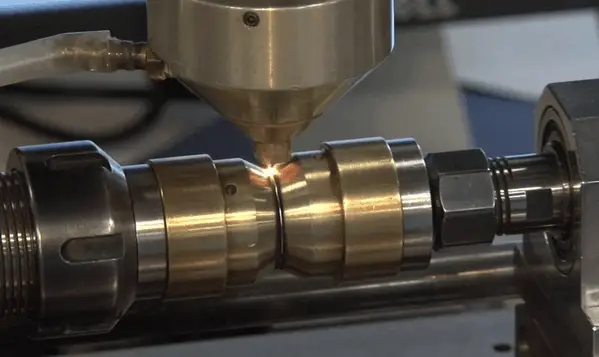
 Laser beam welding is one of the high-power-density welding processes (on the order of 1 MW/cm2), which utilizes a very high heat input rate. These processes usually require automation and have excellent potential for high-speed production. Laser beam welding uses effects the fusion welding of materials with the heat supplied by a laser beam impinges on the joint. A laser is a device that emits light through a process of optical amplification based on the stimulated emission of electromagnetic radiation. For welding purposes, a laser beam is coherent, monochromatic light in the infrared or ultraviolet frequency portion of the electromagnetic radiation spectrum. Therefore, the beam is invisible. Commercial carbon dioxide (CO2) lasers can emit hundreds of watts in a single spatial mode that can be concentrated in a tiny spot. This emission is in the thermal infrared at 10.6 µm; such lasers are regularly used in industry for cutting and welding. The minimally divergent raw beam is focused into a small spot to obtain the greatest power density.
Laser beam welding is one of the high-power-density welding processes (on the order of 1 MW/cm2), which utilizes a very high heat input rate. These processes usually require automation and have excellent potential for high-speed production. Laser beam welding uses effects the fusion welding of materials with the heat supplied by a laser beam impinges on the joint. A laser is a device that emits light through a process of optical amplification based on the stimulated emission of electromagnetic radiation. For welding purposes, a laser beam is coherent, monochromatic light in the infrared or ultraviolet frequency portion of the electromagnetic radiation spectrum. Therefore, the beam is invisible. Commercial carbon dioxide (CO2) lasers can emit hundreds of watts in a single spatial mode that can be concentrated in a tiny spot. This emission is in the thermal infrared at 10.6 µm; such lasers are regularly used in industry for cutting and welding. The minimally divergent raw beam is focused into a small spot to obtain the greatest power density.
Laser Beam Welding – Advantages and Disadvantages
The main benefits include flexibility and improved productivity with substantial maintenance and energy cost savings while producing a strong weld. Metal sheets with thicknesses of 0.2 to 6mm can easily be laser welded. Most automotive industries employ cross-flow CO2 laser systems in the power range of 3 to 5 kW. Special caution must be taken for personal safety, and a safety enclosure is mandatory for protection against scattered radiation. The appropriate protective eyewear and clothing for the given type of laser must be used. Laser equipment is highly sophisticated and expensive, requiring knowledgeable personnel to install it and set parameters. Therefore this process requires automation and has excellent potential for high-speed production.